|
|
технология ремонта станков |
ремонт станков в Москве, МО и регионах РФ, доступные цены, возможно без вывоза станка, гарантия, оптимальные сроки ремонта
(495) 229-30-52, г.Москва
|
консультация технического специалиста по вопросам ремонта станков: (926) 347-46-27
|
Одним из основных видов деятельности нашей компании является восстановление геометрической точности металлорежущих станков: токарных, фрезерных, шлифовальных, строгальных.
Порядок работ по восстановлению геометрической точности токарно-винторезного станка с РМЦ 1000мм
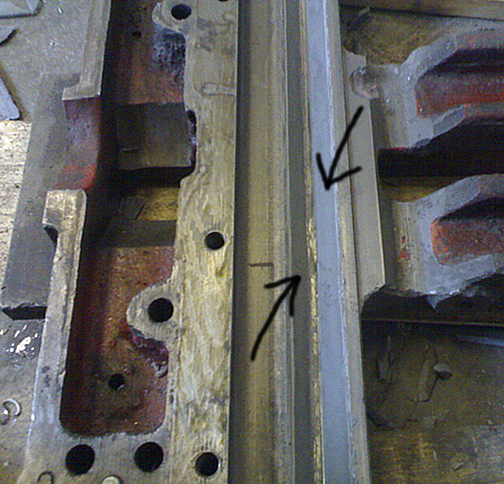
1. Шлифовка/шабрение направлящих станины под заднюю бабку. Отклонение от параллельности - 20мкм на всей длине, отклонение от прямолинейности - 10 мкм на всей длине. Уровнем достигается высокая точность отсчета, поэтому он используется для поверки направляющих станков различной точности, в том числе - особо высокой. Также контролируется отклонение от параллельности направляющих и опорных поверхностей под рейку продольного перемещения. Это позволяет исключить непараллельность перемещения каретки и оси ходового вала, а также погрешность показаний лимба продольного перемещения.
Инструмент контроля: уровень брусковый (цена деления 0,02мм на 1000мм), линейка поверочная ШД1600 кл.1(метод контроля: грубый - набором щупов, финальный - "на краску" и на просвет, стойка магнитная с часовым или рычажным индикатором, универсальный мостик. |
|
Контроль направляющих брусковым уровнем (при поперечном размещении - параллельность направляющих, при продольном размещении - прамолинейность) |
2. Шлифовка/шабрение направляющих станины под каретку и под прижимные планки каретки. Их отклонение от параллельности направляющим под заднюю бабку не должно превышать 15мкм на всей длине.
Инструмент контроля: линейка поверочная ШД1600 кл.1(метод контроля: грубый - набором щупов, финальный - "на краску" и на просвет, стойка магнитная с часовым или рычажным индикатором, микрометр 0-25мм |
|
3. Регулировка положения шпиндельной бабки: отклонение от параллельности направляющих станины и оси шпинделя не превышает 30мкм в вертикальной и 10мкм в горизонтальной плоскости на длине 300мм.
Инструмент контроля: оправка поверочная 300мм КМ6, стойка магнитная с часовым индикатором. |
 |
4 Шабрение направляющих поперечного суппорта, отклонение от параллельности направляющих – не более 15мкм, отклонение от прямолинейности – не более 10 мкм на всей длине.
Инструмент контроля: плита поверочная 400Х400 1кл., мост поверочный ШМ 630 2кл. |

|
| Контроль параллельности направляющих и посадочной поверхности резцового суппорта |
5. Шабрение ответных направляющих каретки, отклонение от параллельности направляющих – не более 20 мкм, от прямолинейности – не более 10 мкм на всей длине, отклонение от параллельности направляющих и оси винта поперечного перемещения – не более 35мкм.
Инструмент контроля: линейка поверочная трехгранная УТ 630 55гр., приспособление для контроля параллельности обратных направляющих |

|
| Контроль параллельности обратных направляющих. При такой проверке предварительно должна быть достигнута параллельность горизонтальных направляющих и прямолинейность опорной обратной |
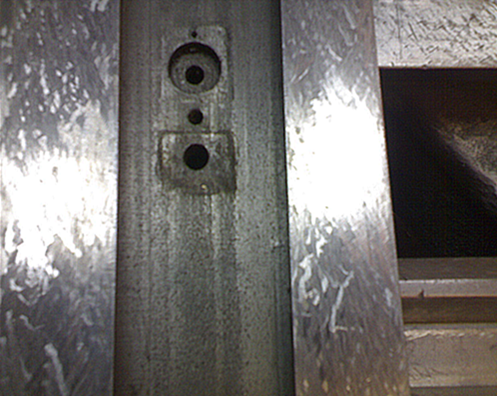
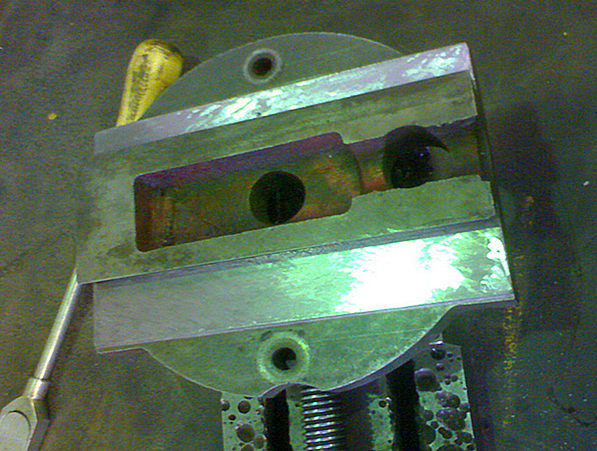
| 6 Шабрение клина. При повышенном износе - восстановление антифрикционным материалом |
|
 |
| Измерение щелевого оверстия для клина |
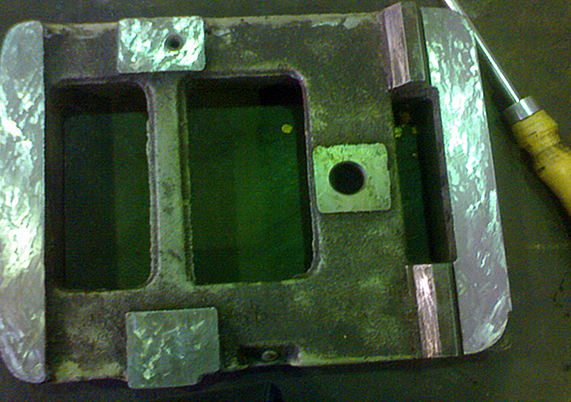
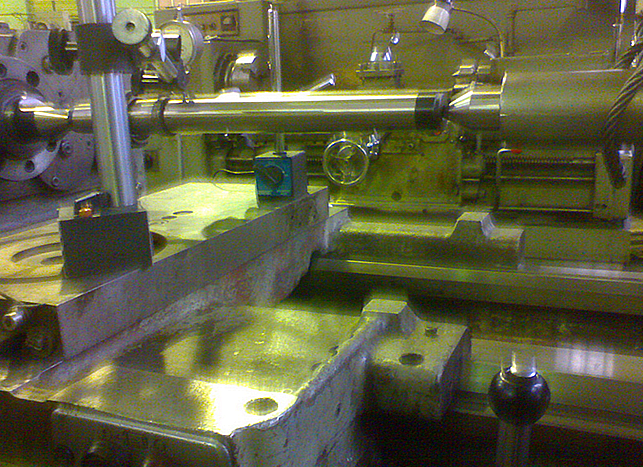
7. Шабрение продольных направляющих каретки, при повышенном износе - восстановление антифрикционным материалом. Толщина слоя антифрикционного материала зависит от степени совокупного износа. На этом этапе восстанавливается соосность ходового вала и его посадочного места в фартуке, перпендикулярность поперечного перемещения суппорта к оси шпинделя, параллельность перемещения резцового суппорта и оси шпинделя в вертикальной плоскости а также корректное зацепление реечной шестерни и рейки продольного перемещения.
Инструмент контроля: оправка для контроля перемещения суппорта, стойка магнитная |
|
| Проверка перпендикулярности перемещения суппорта к оси шпинделя |
|
| Контроль соосности отверстий коробки подач и фартука |
8. Восстановление направляющих задней бабки антифрикционным материалом. Толщина слоя зависит от степени износа. На этом этапе достигается соосность шпинделя и отверстия пиноли задней бабки (отклонение не должно превышать 30 мкм в вертикальной плоскости и 10 мкм в горизонтальной на длине 300 мм), а также параллельность оси пиноли задней бабки и направляющих станины (отклонение – не более 30 мкм в обеих плоскостях на длине 200 мм).
Инструмент контроля: оправка контрольная 300мм КМ5, стойка магнитная
|
|
| 9. Ремонт рабочих поверхностей прижимных планок каретки. Зазор между поверхностями планок и соответствующими поверхностями станины - 0,02 мм |
|
 |
|
|
|
|
Ремонтом направляющих занимаются высококлассные специалисты-шабровщики с многолетним опытом
|
| |
|

|
 |
Шабрение направляющих и восстановление геометрической точности станков в целом, требует высокой квалификации и постоянной практики. Предоставьте это профессионалам
|
Перед сдачей заказчику станок проходит жесткий внутренний контроль. У наших специалистов высокая степень заинтересованности, требования к качеству работы соответствующие |
| |
|
на главную
|